
Аппараты Sunstone CD DP
Аппараты CD DP для точечной микросварки емкостным разрядом двойного импульса.
 Аппараты для промышленного производства с микропроцессором и теплозащитой.
Аппараты для промышленного производства с микропроцессором и теплозащитой.
ВНИМАНИЕ!
В связи с обновлением модельного ряда производство моделей CD1000DP и CD1100DP прекращено. Для заказа доступны более современные модели с улучшенными характеристиками.
Аппараты для точечной сварки емкостным разрядом двойного импульса серии CD DP - идеальное оборудование для резистивной точечной сварки. Эти прецизионные сварочные аппараты сочетают в себе мощность и доступность по цене. Источники тока для точечной микросварки серии Sunstone CD DP представлены следующими моделями: CD200DP, CD400DP и CD600DP с максимальной энергией сварки до 200, 400 и 600 Дж соответственно.
Особенности сварочного аппарата двойного импульса очень помогают во время сварочного процесса. Первый импульс нагревает место сварки для удаления различных включений, загрязнений, и фиксирует положение сварочных электродов. Второй импульс обладает повышенной энергией и обеспечивает чистое, прочное сварное соединение. Оба импульса происходят в течение нескольких миллисекунд. Цифровой дисплей обеспечивает точную настройку величины сварочной энергии, энергию каждого импульса индивидуально, наряду с гарантированным обеспечением точной повторяемости сварки.
В комплекте с различными ручными сварочными приспособлениями или сварочными головками аппараты серии CD DP могут обеспечивать создание прочных, прецизионных и стабильно повторяемых сварных соединений.
Модернизированные версии аппаратов серии CDDP, с режимом роликовой сварки (опционально), оснащенные специальным ручным сварочным приспособлением PG2 с рукояткой пистолетного типа, эффективно используются не только для точечной, но и для роликовой сварки тонколистовых материалов (фольги, листов, сеток) медным роликовым электродом. Модельный ряд модернизированных аппаратов CDDP-RS с режимом роликовой сварки представлен следующими моделями: CD200DP-RS, CD400DP-RS и CD600DP-RS с максимальной энергией сварки до 200, 400 и 600 Дж соответственно.
Все аппараты для точечной сварки емкостным разрядом двойного импульса серии CD DP выполняют чистые, прочные сварные соединения. Каждый импульс может быть индивидуально настроен для контроля величины сварочной энергии. Импульс 1 подготавливает поверхность, освобождает ее от загрязнений и позиционирует сварочные электроды, импульс 2 подает основную энергию для формирования заданного прочного и надежного сварного соединения. Оба импульса происходят практически одновременно при активации процесса сварки. Промышленный аппарат для точечной сварки емкостным разрядом двойного импульса CD600DP обеспечивает достаточно большое количество сварочной энергии, позволяет точно регулировать настройки мощности. Промышленный аппарат для точечной сварки емкостным разрядом двойного импульса CD400DP - один из наиболее популярных сварочных аппаратов для резистивной сварки. Сварочная энергия в 400 Дж - достаточно мощная величина для широкого спектра применения, включая сварку элементов питания при производстве аккумуляторов, и по доступной цене.
Промышленный аппарат для точечной сварки емкостным разрядом двойного импульса CD200DP - идеален для создания прецизионных и прочных сварных швов, сочетает в себе необходимую мощность, надежность и инвестиционную привлекательность.
Особенности
- Доступны модели с энергией импульса 200, 400 и 600 Дж
- Двойной импульс фиксирует электроды, помогает устранить всплески сварки и помогает сжигать загрязняющие примеси и оксиды
- Одинарный или двойной импульс энергии
- До 164 сварных точек в минуту (зависит от модели, и свариваемых материалов)
- Автоматически подстраиваемая длительность импульса
- Наглядный пользовательский интерфейс
- Встроенный контроль термозащиты
- Сигналы звукового оповещения готовности к сварке
Применение
- Сварка изделий в авиационной и космической отраслях
- Сварка изделий в автомобильной промышленности
- Сварка стальных материалов с ячеистой (сотовой) структурой
- Сварка проводов
- Сварка медных, алюминиевых и латунных тонких листов и проволоки
- Резистивная точечная сварка деталей общего назначения
- Сварка элементов питания при производстве аккумуляторов
- Сварка термопар
- Сборка, сварка электронных компонентов
Принцип действия
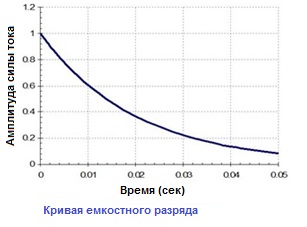 При резистивной сварке, сварке емкостным разрядом, используются конденсаторы для накопления и быстрого высвобождения энергии. Аппараты для сварки емкостным сопротивлением, также называемые аппаратами для сварки емкостным разрядом, имеют много преимуществ перед другими типами сварочных аппаратов.
При резистивной сварке, сварке емкостным разрядом, используются конденсаторы для накопления и быстрого высвобождения энергии. Аппараты для сварки емкостным сопротивлением, также называемые аппаратами для сварки емкостным разрядом, имеют много преимуществ перед другими типами сварочных аппаратов. Во время сварки сопротивлением (резистивной сварки) используется большая сила тока, которая расплавляет свариваемые металлы в одном месте, или точке, отсюда термин «точечная сварка». Это точечное сварное соединение, или сварная точка, формируется в течение нескольких первых миллисекунд сварочного процесса. Аппараты для точечной сварки емкостным разрядом способны выполнять превосходные сварные соединения по нескольким причинам. Они обеспечивают чрезвычайно быстрое высвобождение энергии с высокой амплитудой силы тока. Высокая скорость разряда в этом случае позволяет большему количеству энергии идти на формирование сварного соединения, и меньше тепла тратить на нагрев материала вокруг. Также аппараты для точечной сварки емкостным разрядом локализуют «околошовную зону» (область вокруг сварного соединения, где из-за быстрого нагрева и охлаждения изменяются свойства металла) до небольшого участка вокруг сварной точки. Быстрый энергетический разряд позволяет сваривать материалы с хорошей электропроводностью и теплопроводностью, такие как медь или алюминий. В дополнение к этим свойствам, аппараты для точечной сварки емкостным разрядом обеспечивают стабильное качество и высокую повторяемость сварных соединений, даже во время перепадов напряжения сети, потому что они накапливают энергию перед процессом сварки.
Формирование сварного соединения
 Процесс точечной сварки зависит от величины удельного электрического сопротивления металла, влияющей на нагрев и плавление данного металла. Во время сварочного процесса через свариваемые материалы пропускается электрический ток. Сопротивление металла вызывает его нагревание и расплавление. Существуют две разные стадии процесса плавления, а именно: нагрев, обусловленный контактным сопротивления свариваемых материалов, и нагрев, обусловленный сопротивлением основной структуры материалов.
Рисунок ниже иллюстрирует взаимодействие поверхностей на микроуровне. Поверхности имеют определенную шероховатость и соприкасаются только ограниченным числом точек контакта. В результате, области вблизи этих точек контакта обладают более высоким электрическим сопротивлением, чем основная структура металла. Это сопротивление называется контактным сопротивлением (сопротивлением контакта). При выполнении прецизионной сварки контактное сопротивление является наиболее важным фактором, влияющим на формирование сварных соединений. В течение нескольких первых миллисекунд формирования сварного соединения контактирующие выступы металла (мостики) с высоким удельным сопротивлением плавятся, позволяя другим выступам войти в контакт и продолжить процесс плавления. Когда все мостики расплавлены, контактное сопротивление становится равно нулю. Далее сопротивление основной структуры металла завершает процесс сварки.
Процесс точечной сварки зависит от величины удельного электрического сопротивления металла, влияющей на нагрев и плавление данного металла. Во время сварочного процесса через свариваемые материалы пропускается электрический ток. Сопротивление металла вызывает его нагревание и расплавление. Существуют две разные стадии процесса плавления, а именно: нагрев, обусловленный контактным сопротивления свариваемых материалов, и нагрев, обусловленный сопротивлением основной структуры материалов.
Рисунок ниже иллюстрирует взаимодействие поверхностей на микроуровне. Поверхности имеют определенную шероховатость и соприкасаются только ограниченным числом точек контакта. В результате, области вблизи этих точек контакта обладают более высоким электрическим сопротивлением, чем основная структура металла. Это сопротивление называется контактным сопротивлением (сопротивлением контакта). При выполнении прецизионной сварки контактное сопротивление является наиболее важным фактором, влияющим на формирование сварных соединений. В течение нескольких первых миллисекунд формирования сварного соединения контактирующие выступы металла (мостики) с высоким удельным сопротивлением плавятся, позволяя другим выступам войти в контакт и продолжить процесс плавления. Когда все мостики расплавлены, контактное сопротивление становится равно нулю. Далее сопротивление основной структуры металла завершает процесс сварки. Кроме этого, повышение давления электродов ослабляет нагрев сварного шва и увеличивает его прочность, уменьшение давления электродов усиливает нагрев сварного шва и снижает его прочность. Для обеспечения формирования надлежащих сварных соединений следует использовать давление соответствующей величины.
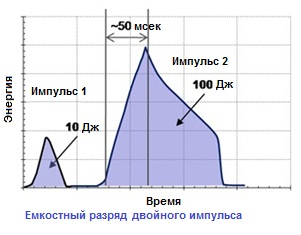
Использование функции двойного сварочного импульса
Использование множественных импульсов тока повышает качество сварки. При активации функции Двойного Импульса сварочные аппараты серии CDDP за один сварочный цикл генерируют два сварочных импульса. Первый импульс используется для кратковременного подогрева сварочной точки, иногда это помогает удалять посторонние включения или несоответствия с поверхности металла. Этот первоначальный выброс энергии вытесняет жиры и прорывается сквозь оксидную пленку. Первый импульс также фиксирует положение сварочных электродов на рабочей детали. Второй импульс подается с более высоким уровнем энергии (Дж) и формирует запланированное сварное соединение. На рисунке ниже схематично показан вид двойного импульса сварочного аппарата.
 Настройка Импульса 1 и Импульса 2
Настройка Импульса 1 и Импульса 2Настройку Импульса 1 следует выбирать таким образом, чтобы детали слегка слипались. Для определения значения Импульса 1 нужно отключить Импульс 2 и выполнить несколько тестовых сварных швов, начиная с минимально возможного уровня энергии. Следует повышать энергию импульса на 3-5% каждый раз, до тех пор, пока детали не прилипнут друг к другу. После этого необходимо снизить уровень энергии Импульса 1 на 3-5%. Импульс 2 следует установить на уровне в 4-5 раз выше Импульса 1. Затем нужно выполнить тестовое сварное соединение и его разрыв, чтобы определить прочность сварки. При сварке элементов питания (в производстве аккумуляторов) приваренные к никелерованой стали никелевые лепестки должны отрываться с образованием отверстий в лепестках, а сварные точки должны оставаться на элементе питания. Следует иметь ввиду, что тестировать на разрыв более тонкие материалы нужно с соответствующими небольшими усилиями.
Технические характеристики аппаратов для точечной сварки емкостным разрядом двойного импульса серии CD DP
Таблица 1. Максимальный ток сварки в зависимости от калибра используемого кабеля
| Нагрузка | CD200DP | CD400DP | CD600DP |
| Калибр 1 AWG Нагрузка 0.99 мОм Длина 1.22 м |
7600 А | 8775 А | 10750 А |
| Калибр 4 AWG Нагрузка 1.49 мОм Длина 1.83 м |
6125 А | 7075 А | 8675 А |
| Калибр 8 AWG Нагрузка 3.77 мОм Длина 1.83 м |
3250 А | 3750 А | 4600 А |
*Минимальная нагрузка = 1мОм, меньшая нагрузка может повлечь поломку аппарата.
Таблица 2. Скорость сварки (сварных точек в минуту) при максимальной энергии
| Длительность импульса (при заданной макс. энергии) |
CD200DP точек/мин (энергия импульса) |
CD400DP точек/мин (энергия импульса) |
CD600DP точек/мин (энергия импульса) |
| 10% | 164 (20Дж) | 156 (40Дж) | 90 (60Дж) |
| 25% | 116 (50Дж) | 113 (90Дж) | 67 (150Дж) |
| 50% | 89 (100Дж) | 62 (200Дж) | 46 (300Дж) |
| 100% | 63 (200Дж) | 40 (400Дж) | 32 (600Дж) |
Таблица 3. Характеристики сварочного импульса
| Параметр | CD200DP | CD400DP | CD600DP |
| Мощность | 5-200 Дж | 5-400 Дж | 5-600 Дж |
| Длительность импульса | 0.53-43.2 мс | 0.37-48.1 мс | 0.29-51.1 мс |
| Время нарастания (до макс. напряжения) |
0.2 мс | 0.2 мс | 0.2 мс |
| Амплитуда импульса | 2.5-15.8 В | 2.04-18.3 В | 2.04-22.4 В |
Таблица 4. Общие характеристики сварочных аппаратов
| Параметр | CD200DP | CD400DP | CD600DP |
| Двойной импульс | Да | Да | Да |
| Регулировка энергии импульса 1 (% от заданной энергии) |
0-30% | 0-30% | 0-30% |
| Регулировка энергии импульса 2 (% от заданной энергии) |
0-99% | 0-99% | 0-99% |
| Габариты | 267х305х343 мм | 267х305х343 мм | 267х305х343 мм |
| Вес | 16 кг | 18 кг | 18 кг |